







PD16C ორმაგი მაგიდის Gantry მობილური CNC ფირფიტის საბურღი მანქანა




| ნივთი | პარამეტრის სახელი | პარამეტრის მნიშვნელობა |
| თეფშიზომა | თეფშიგადახურვის სისქე | მაქს. 80 მმ |
| სიგანე * სიგრძე | 1000 მმ × 1650 მმ 1 ცალი | |
| 825 მმ × 1000 მმ 2 ცალი | ||
| 500 მმ × 825 მმ 3 ცალი | ||
| ბურღვის დიამეტრი | Φ12 მმ-Φ50 მმ | |
| ცვლადი სიჩქარის მეთოდი | ინვერტორული სიჩქარის უსაფეხურო ცვლილება | |
| ბრუნვის სიჩქარე(ბრუნები/წთ) | 120-560 ბრ/წთ | |
| არხის დამუშავება | ჰიდრავლიკური უსაფეხურო სიჩქარის რეგულირება | |
| თეფშიდამაგრება | დამაგრების სისქე | 15-80 მმ |
| დამჭერი ცილინდრების რაოდენობა | 12个 | |
| დაჭერის ძალა | 7.5 კნ | |
| საავტომობილო | შპინდელის ძრავა | 5.5 კვტ |
| ჰიდრავლიკური ტუმბოს ძრავა | 2.2 კვტ | |
| ჩიპების კონვეიერის ძრავა | 0.4 კვტ | |
| გაგრილების ტუმბოს ძრავა | 0.25 კვტ | |
| X ღერძის სერვოძრავა | 1.5 კვტ | |
| Y ღერძის სერვოძრავა | 1.0 კვტ | |
| მანქანის ზომა | სიგრძე*სიგანე*სიმაღლეt | დაახლოებით 3160*3900*2780 მმ |
| უაიტი | მანქანა | დაახლოებით 4000 კგ |
| ჩიპების მოცილების სისტემა | დაახლოებით 400 კგ | |
| ინსულტი | X ღერძი | 1650 მმ |
| Y ღერძი | 1000 მმ |
1. ეს მანქანა ძირითადად შედგება საწოლის, პორტალის, ტრანსპოზიციური მაგიდის (ორმაგი მაგიდა), ბურღვის ელექტრო თავის, ჰიდრავლიკური სისტემის, მართვის სისტემის, ცენტრალიზებული შეზეთვის სისტემის, ნაპრალების მოცილების სისტემის, გაგრილების სისტემის, სწრაფად შეცვლის საკეტის და ა.შ.
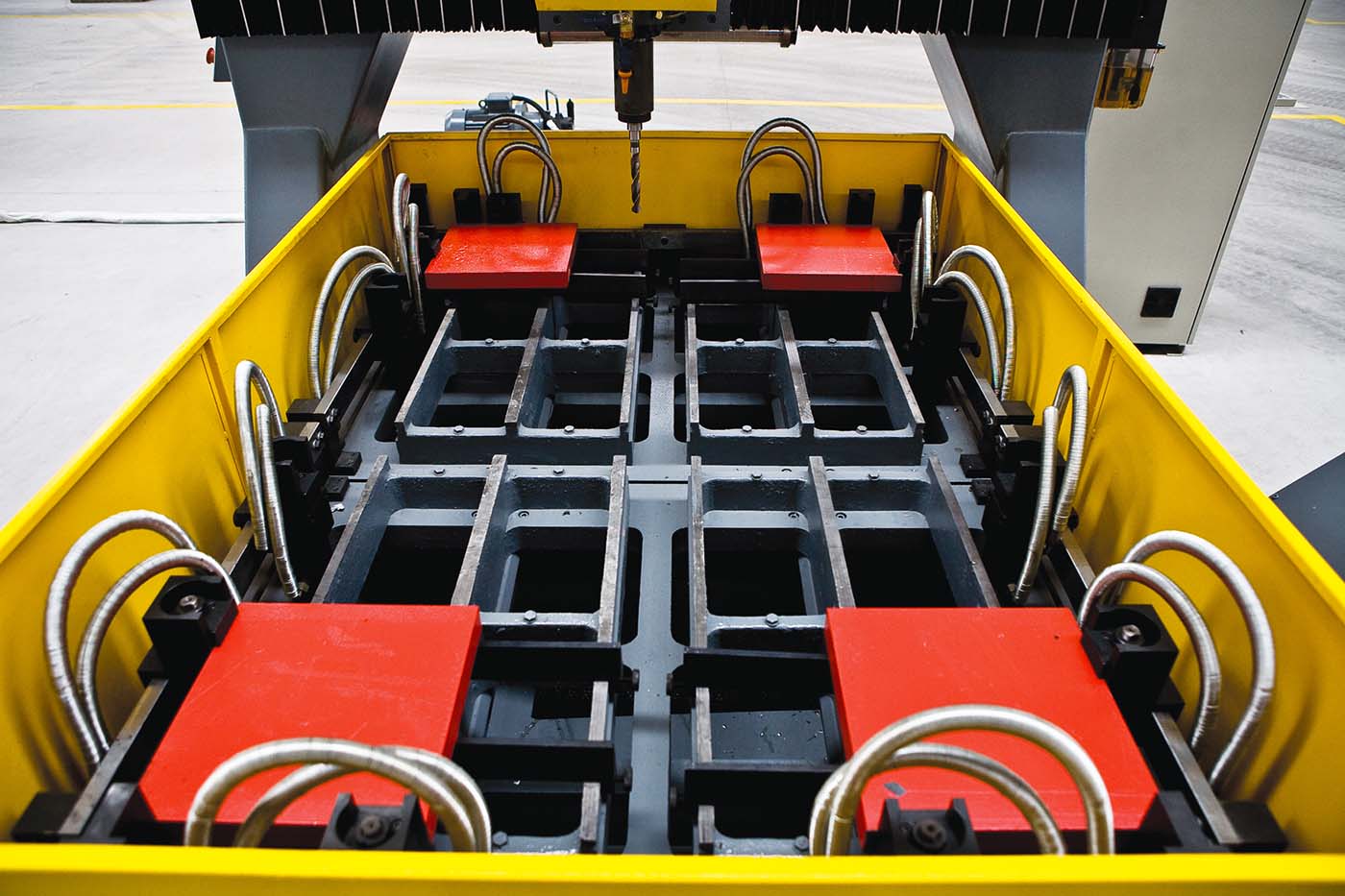
2. ეს მანქანა იღებს ფიქსირებული საწოლისა და მოძრავი პორტალის ფორმას. პორტალი, საწოლი და სამუშაო მაგიდა ყველა შედუღებული კონსტრუქციაა და დაძველების შემდეგ სიზუსტე სტაბილურია. ფირფიტა დამაგრებულია ჰიდრავლიკური დამჭერებით, ხოლო ოპერატორი კონტროლდება ფეხის გადამრთველით, რაც მოსახერხებელი და შრომის დამზოგავია;


3. ამ მანქანას აქვს 2 CNC ღერძი: განტრის მოძრაობა (x ღერძი); ბურღვის თავის მოძრაობა განტრის სხივზე (y ღერძი). თითოეული CNC ღერძი ხელმძღვანელობს ზუსტი ხაზოვანი მოძრავი მიმმართველით, რომელიც პირდაპირ ამოძრავებს ცვლადი ძაბვის სერვოძრავით + ბურთულიანი ხრახნით. მოქნილი მოძრაობა და ზუსტი პოზიციონირება.
4. ჰიდრავლიკური ავტომატური მართვის ბურღვის თავი ჩვენი კომპანიის დაპატენტებული ტექნოლოგიაა. გამოყენებამდე რაიმე პარამეტრის დაყენება საჭირო არ არის და სწრაფ წინ, წინ და უკან გადასვლას შორის გადაყვანა ავტომატურად ხორციელდება ელექტროჰიდრავლიკური კომბინირებული მოქმედების საშუალებით.
5. ეს დაზგა იყენებს ცენტრალიზებულ შეზეთვის სისტემას ხელით მუშაობის ნაცვლად, რათა უზრუნველყოს ფუნქციური ნაწილების კარგად შეზეთვა, გააუმჯობესოს დაზგის მუშაობა და გაახანგრძლივოს მისი მომსახურების ვადა.
6. საკონტროლო პროგრამა იყენებს უმაღლესი დონის კომპიუტერული პროგრამირების პროგრამულ უზრუნველყოფას, რომელიც შეესაბამება ჩვენი კომპანიის მიერ დამოუკიდებლად შემუშავებულ პროგრამირებად კონტროლერს.



კომპანიის მოკლე პროფილი  ქარხნის ინფორმაცია
ქარხნის ინფორმაცია  წლიური წარმოების მოცულობა
წლიური წარმოების მოცულობა  სავაჭრო უნარი
სავაჭრო უნარი 
პროდუქტების კატეგორიები
-

PLD2016 CNC საბურღი მანქანა ფოლადის ფირფიტებისთვის
-

PLD3030A&PLD4030 Gantry მობილური CNC საბურღი...
-

PD30B CNC საბურღი მანქანა ფირფიტებისთვის
-

PDDL2016 ტიპის ინტელექტუალური...-ს ტექნიკური დოკუმენტი
-

PLD7030-2 Gantry მობილური CNC ფირფიტის საბურღი მანქანა
-

PHD2020C CNC საბურღი მანქანა ფოლადის ფირფიტებისთვის