



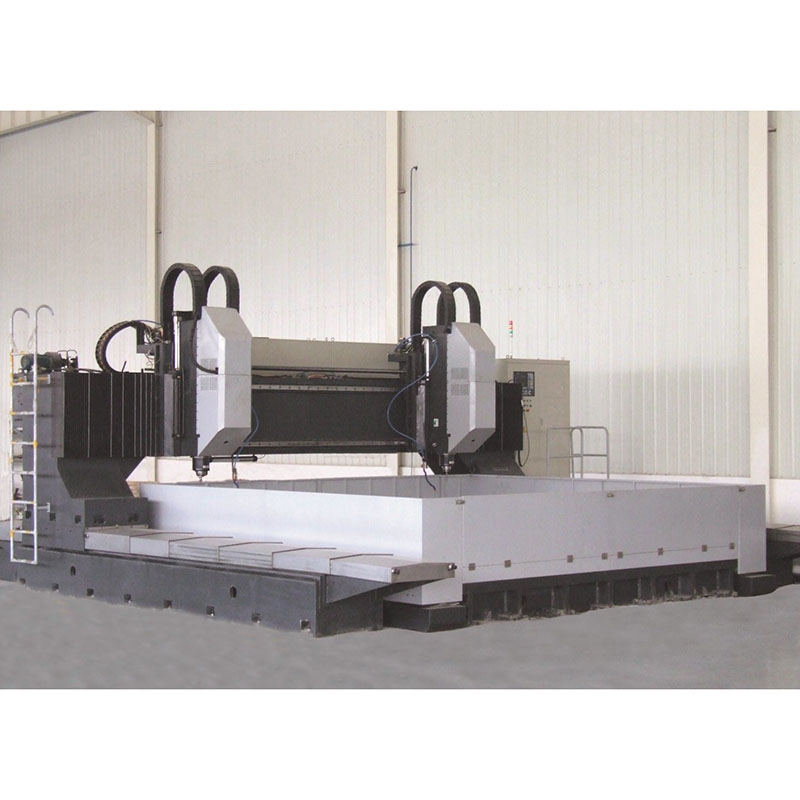



PLM სერიის CNC Gantry მობილური საბურღი მანქანა




| Iტემ | Nამე | პარამეტრი | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| მაქსიმალური დამუშავებამასალაზომა | სიგრძე x სიგანე | 3000*3000 მმ | 4000×4000 მმ | 5000×5000 მმ | 5000×5000 მმ |
| დამუშავებული ფირფიტის მაქსიმალური სისქე | 250 მმ, მასშტაბირებადი 380 მმ-მდე | ||||
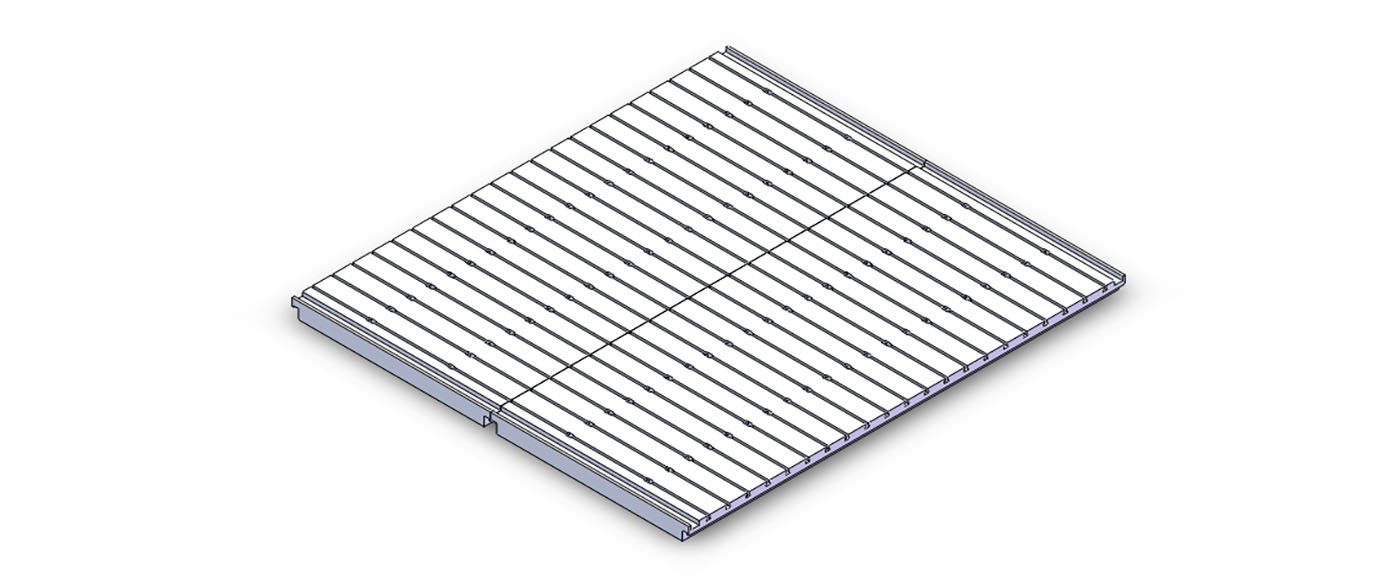
| სამუშაომაგიდა | სამუშაო მაგიდის ზომა | 3500×3000 მმ | 4500×4000 მმ | 5500×4000 მმ | 5500×4000 მმ |
| T-ფორმის ღარის სიგანე | 28 მმ | ||||
| Lხიდის მატარებელი | 3tონები/იო | ||||
| ბურღვაშპინდელი | მაქსიმალურიბურღვახვრელის დიამეტრი | φ60 მმ | |||
| მაქსიმალური თანაფარდობახელსაწყოს სიგრძისა და ხვრელის დიამეტრის შედარება | ≤10(გვირგვინიკარბიდისაბურღი) | ||||
| შპინდელიბრუნები/წთ | 30-3000 ბრ/წთ | ||||
| შპინდელის კონუსურობა | BT50 | ||||
| შპინდელის ძრავის სიმძლავრე | 2×22 კვტ | ||||
| მაქსიმალური ბრუნვის მომენტიn≤750 ბრ/წთ | 280 ნმ | ||||
| მანძილი ქვედა კიდიდანღერძისამუშაო მაგიდაზე | 280—780 მმ (კორექტირებამასალასისქე) | ||||
| განტრის გრძივი მოძრაობა (x ღერძი) | მაქსიმალური დარტყმა | 3000 მმ | 4000 მმ | 5000 მმ | |
| X ღერძის გადაადგილების სიჩქარე | 0—8 მ/წთ | ||||
| X-ღერძის სერვოძრავის სიმძლავრე | 2×2.7 კვტ | ||||
| Pპოზიციონირების სიზუსტე | X-ღერძი、Y-ღერძი | 0.06 მმ/ მთელიინსულტი | 0.08 მმ/ მთელიინსულტი | 0.10 მმ/ მთელიინსულტი | |
| განმეორებითი პოზიციონირების სიზუსტე | X-ღერძი、Y-ღერძი | 0.035mm/ მთელიინსულტი | 0.04 მმ/ მთელიინსულტი | 0.05 მმ/ მთელიინსულტი | |
| ჰიდრავლიკური სისტემა | ჰიდრავლიკური ტუმბოს წნევა / ნაკადი | 15 მპა / 25 ლ/წთ | |||
| ჰიდრავლიკური ტუმბოს ძრავის სიმძლავრე | 3.0 კვტ | ||||
| პნევმატური სისტემა | ჰაერის მიწოდების წნევა | 0.5 მილიონიpa | |||
| ჩიპების მოცილება და გაგრილება | ჩიპების კონვეიერის ტიპი | ბრტყელი ჯაჭვი | |||
| ჩიპების კონვეიერის რაოდენობა | 2 | ||||
| ჩიპების მოცილების სიჩქარე | 1 მ/წთ | ||||
| ჩიპების კონვეიერის ძრავის სიმძლავრე | 2×0.75 კვტ | ||||
| გაგრილების რეჟიმი | შიდა გაგრილება + გარე გაგრილება | ||||
| მაქსიმალური წნევა | 2 მპა | ||||
| მაქსიმალური ნაკადი | 2×50 ლ/წთ | ||||
| ელექტრო სისტემა | კომპიუტერული ტომოგრაფი | Siemens 828D | |||
| კომპიუტერული ტომოგრაფიღერძინომერი | 6 | ||||
| ძრავის სრული სიმძლავრე | დაახლოებით 75 კვტ | ||||
| დაზგის საერთო ზომები | სიგრძე × სიგანე × სიმაღლე | შესახებ 8მ×8მ×3მ | შესახებ9მ×9მ × 3 მ | შესახებ10მ×10მ × 3 მ | შესახებ10მ×10მ × 3 მ |
| დაზგის მთლიანი წონა | დაახლოებით 32 ტონა | შესახებ40t | შესახებ48t | ||
1. ეს მანქანა ძირითადად შედგება საწოლისა და სვეტისგან, სხივისა და ჰორიზონტალური მოცურების მაგიდისგან, ვერტიკალური ვერტის ტიპის საბურღი დენის ყუთისგან, სამუშაო მაგიდისგან, ჩიპების კონვეიერისგან, ჰიდრავლიკური სისტემისგან, პნევმატური სისტემისგან, გაგრილების სისტემისგან, ცენტრალიზებული შეზეთვის სისტემისგან, ელექტრო სისტემისგან და ა.შ.

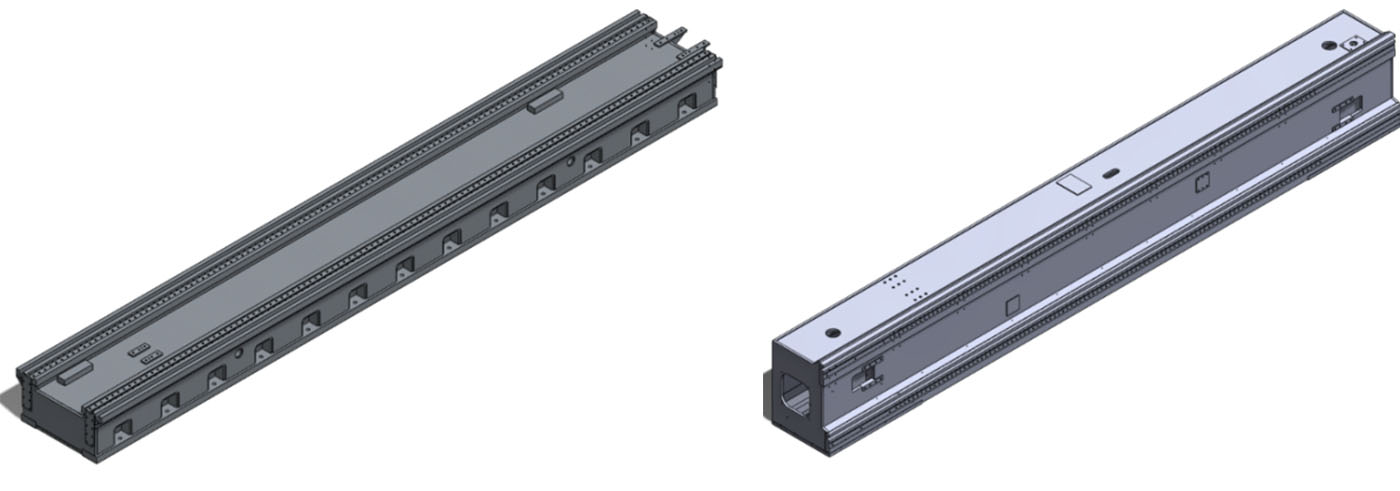
2. მაღალი სიხისტის საკისრის ბაზა, საკისარს აქვს მაღალი სიზუსტის ხრახნიანი სპეციალური საკისარი. ზედმეტად გრძელი სამონტაჟო ფუძის ზედაპირი უზრუნველყოფს ღერძულ სიხისტეს. საკისარი წინასწარ არის გამკაცრებული საკეტი კაკლით, ხოლო წამყვანი ხრახნი წინასწარ არის დაჭიმული. გაჭიმვის ხარისხი განისაზღვრება წამყვანი ხრახნის თერმული დეფორმაციისა და წაგრძელების მიხედვით, რათა უზრუნველყოფილი იყოს, რომ წამყვანი ხრახნის პოზიციონირების სიზუსტე არ შეიცვალოს ტემპერატურის აწევის შემდეგ.
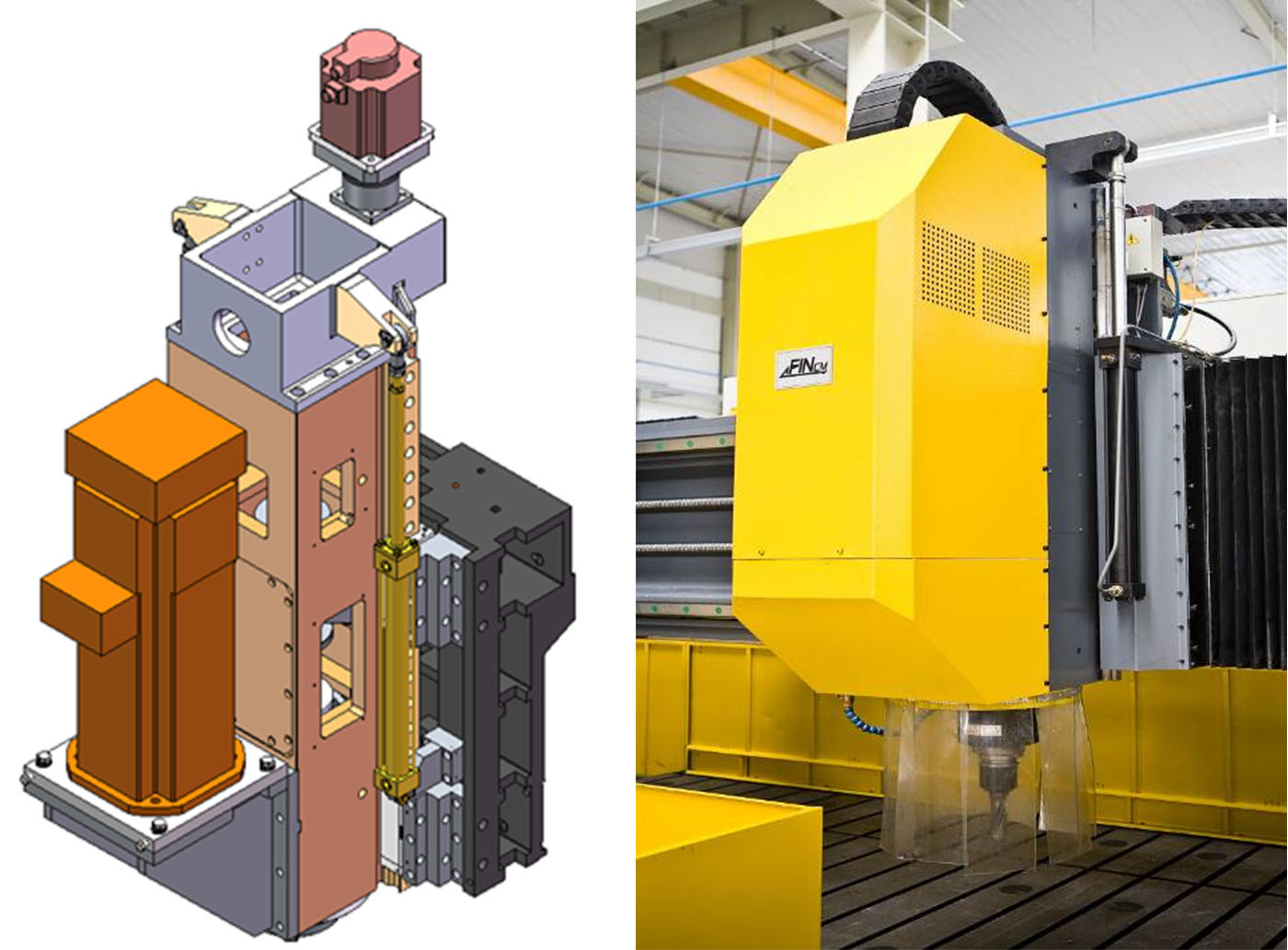
ბურღვისა და ფრეზის სიმძლავრის თავი
3. ელექტროძრავის თავის ვერტიკალურ (Z-ღერძზე) მოძრაობას ხელმძღვანელობს წრფივი ლილვაკებიანი მიმმართველების წყვილი, რომლებიც განლაგებულია ჭრილზე, კარგი მიმმართველის სიზუსტით, მაღალი ვიბრაციისადმი მდგრადობით და დაბალი ხახუნის კოეფიციენტით. ბურთულიანი ხრახნიანი ამძრავი ამოძრავებულია სერვოძრავით ზუსტი პლანეტარული რედუქტორის მეშვეობით, რომელსაც აქვს მაღალი კვების ძალა.
4. ამ მანქანას სამუშაო მაგიდის ორივე მხარეს აქვს ორი ბრტყელი ჯაჭვის ჩიპ-კონვეიერი. რკინის ჩიპები და გამაგრილებელი სითხე გროვდება ჩიპ-კონვეიერში და რკინის ჩიპები გადადის ჩიპ-კონვეიერზე, რაც ძალიან მოსახერხებელია ჩიპების მოსაშორებლად; გამაგრილებელი სითხე გადამუშავდება.
5. ეს მანქანა უზრუნველყოფს გაგრილების ორ მეთოდს - შიდა გაგრილებას და გარე გაგრილებას, რაც უზრუნველყოფს ხელსაწყოს საკმარის შეზეთვას და გაგრილებას.მასალაჩიპების ჭრის დროს, რაც უკეთესად უზრუნველყოფსსაბურღიხარისხი. გამაგრილებელი ყუთი აღჭურვილია სითხის დონის აღმომჩენი და სიგნალიზაციის კომპონენტებით, ხოლო სტანდარტული გაგრილების წნევაა 2 მპა.
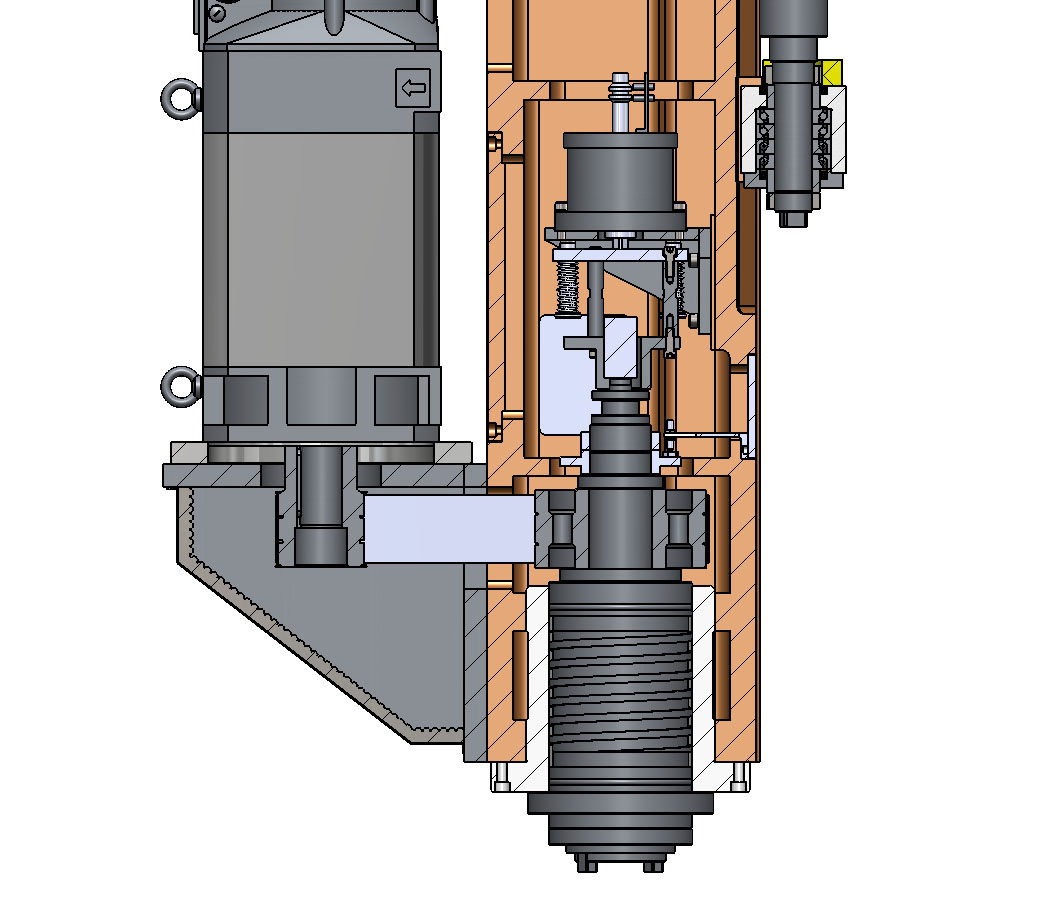
ზუსტი შპინდელი
6. დანადგარის ორივე მხარეს X-ღერძის მიმმართველი რელსები აღჭურვილია უჟანგავი ფოლადის დამცავი საფარით, ხოლო Y-ღერძის მიმმართველი რელსები ორივე ბოლოში აღჭურვილია მოქნილი დამცავი საფარით.

ჩიპების კონვეიერი
გაგრილების მოწყობილობა
ავტომატური შეზეთვის მოწყობილობა
7. ეს მანქანა ასევე აღჭურვილია ფოტოელექტრული კიდის საძიებელით, რათა ხელი შეუწყოს წრიული ფირფიტის პოზიციონირებას.

Siemens-ის CNC სისტემა
| არა. | სახელი | ბრენდი | ქვეყანა |
| 1 | ხაზოვანი სახელმძღვანელო ლიანდაგი | HIWIN ან PMI | ტაივანი, ჩინეთი |
| 2 | CNC კონტროლის სისტემა | სიმენსი | გერმანია |
| 3 | სერვოძრავა და დრაივერი | სიმენსი | გერმანია |
| 4 | ზუსტი შპინდელი | კენტურნი ან სპინტექი | ტაივანი, ჩინეთი |
| 5 | ჰიდრავლიკური სარქველი | იუკენი ან ჯასტმარკი | იაპონია |
| 6 | ზეთის ტუმბო | ჯასტმარკი | ტაივანი, ჩინეთი |
| 7 | ავტომატური შეზეთვის სისტემა | ბიჯური ან ჰერგი | აშშ ან იაპონია |
| 8 | ღილაკები, ინდიკატორები და სხვა ძირითადი ელექტრო კომპონენტები | შბაიდერი/ABB | საფრანგეთი/გერმანია |
შენიშვნა: ზემოთ ჩამოთვლილი ჩვენი სტანდარტული მომწოდებელია. თუ ზემოაღნიშნული მომწოდებელი რაიმე განსაკუთრებული მიზეზის გამო ვერ უზრუნველყოფს კომპონენტების მიწოდებას, ის შეიძლება შეიცვალოს სხვა ბრენდის იმავე ხარისხის კომპონენტებით.



კომპანიის მოკლე პროფილი  ქარხნის ინფორმაცია
ქარხნის ინფორმაცია  წლიური წარმოების მოცულობა
წლიური წარმოების მოცულობა  სავაჭრო უნარი
სავაჭრო უნარი 
