





PUL14 CNC U არხისა და ბრტყელი ზოლის პერფორაციისა და მარკირების მანქანა




| მუშაობს მასალადიაპაზონი | 80x43x5~140x60x8mm(U არხი) |
| 40x3-80x8mm(ბრტყელი ბარი) | |
| მასალატიპი | Q235 |
| დარტყმის ნომინალური ძალა | 950KN |
| მაქსიმალური დარტყმის დიამეტრიr | φ26mm(მრგვალიხვრელი) |
| φ22x60mm(ოვალურიხვრელი) | |
| დარტყმების რაოდენობაპოზიციები | 3 |
| ნომინალური ძალის მარკირება | 630KN |
| რაოდენობამარკირებაჯგუფები | 4 |
| რაოდენობამარკირებათითო ჯგუფზე | 10 |
| პერსონაჟიზომა | 14x10x19mm |
| ნომინალური ძვრის ძალა | 750KN(ზოლიანი ფოლადი) |
| 1000KN(არხი-ფოლადი) | |
| გათიშვარეჟიმი | მარტოხელადანის მოჭრა |
| მაქსიმალურინედლეულისიგრძეth | 9m |
| მაქსიმალური დასრულებამასალასიგრძე | 3m |
| დამუშავების სიზუსტე | დააკმაყოფილეთ GB / T 2694-2010-ის მოთხოვნები |
| გაგრილების რეჟიმი | წყლის გაგრილება |
| აღჭურვილობის მთლიანი სიმძლავრე | 33KW |
| მანქანის ზომები | 27x9x2.2m |
| წმინდა წონა | დაახლოებით 14ტონა |
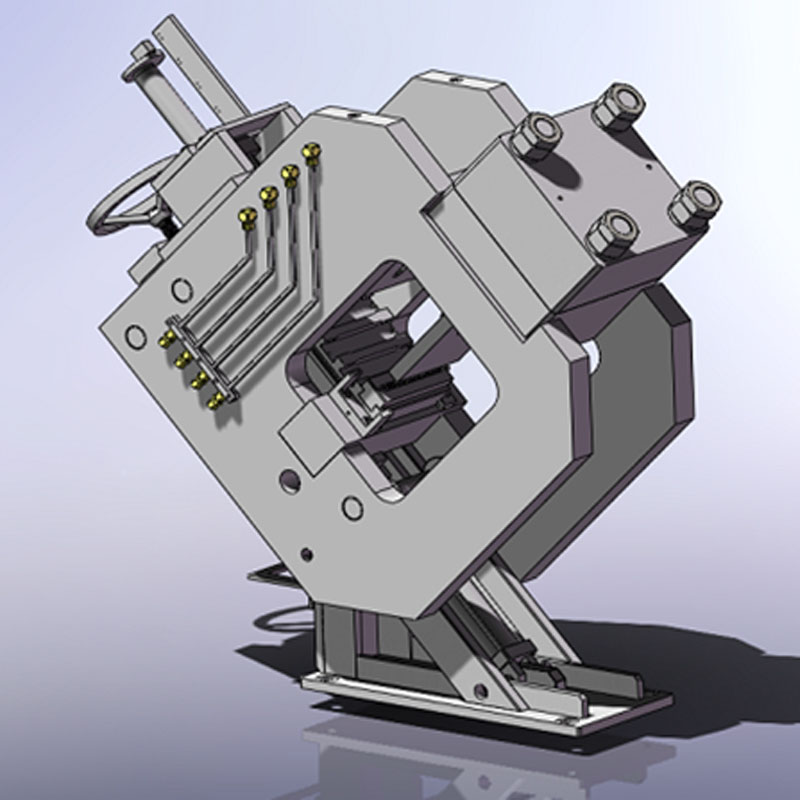
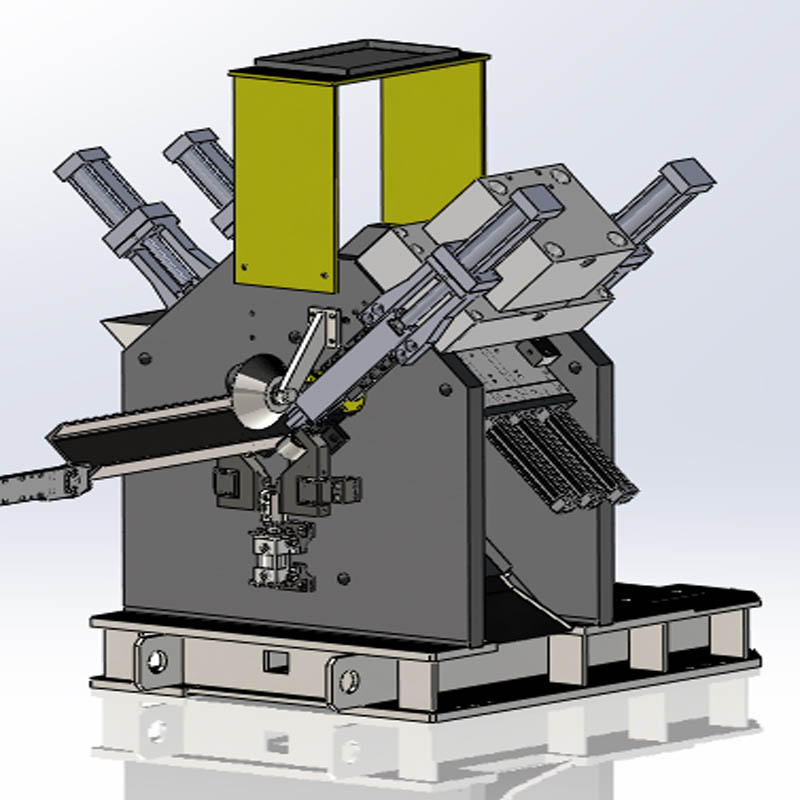
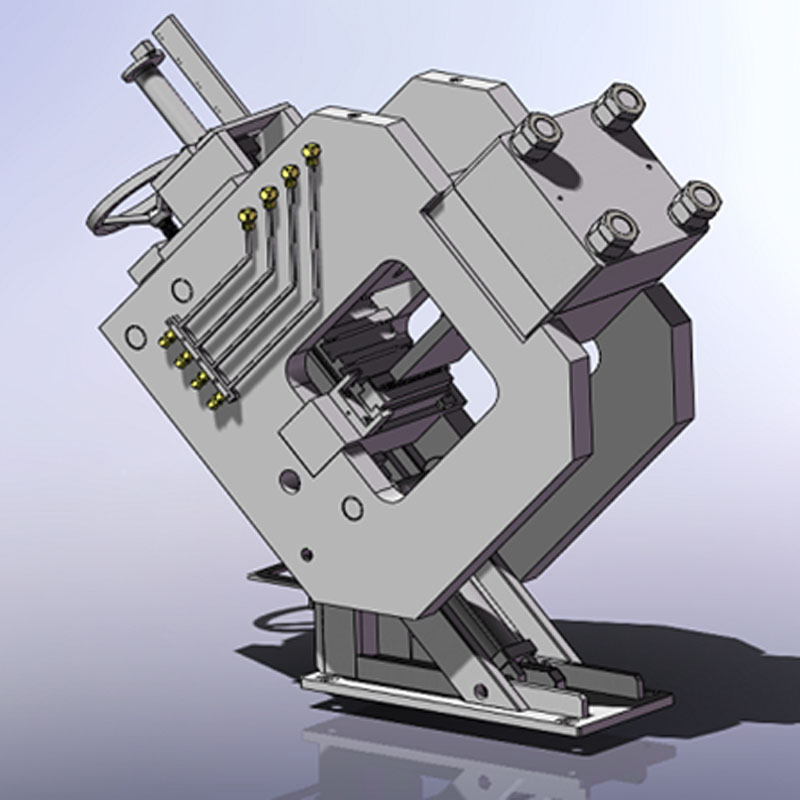
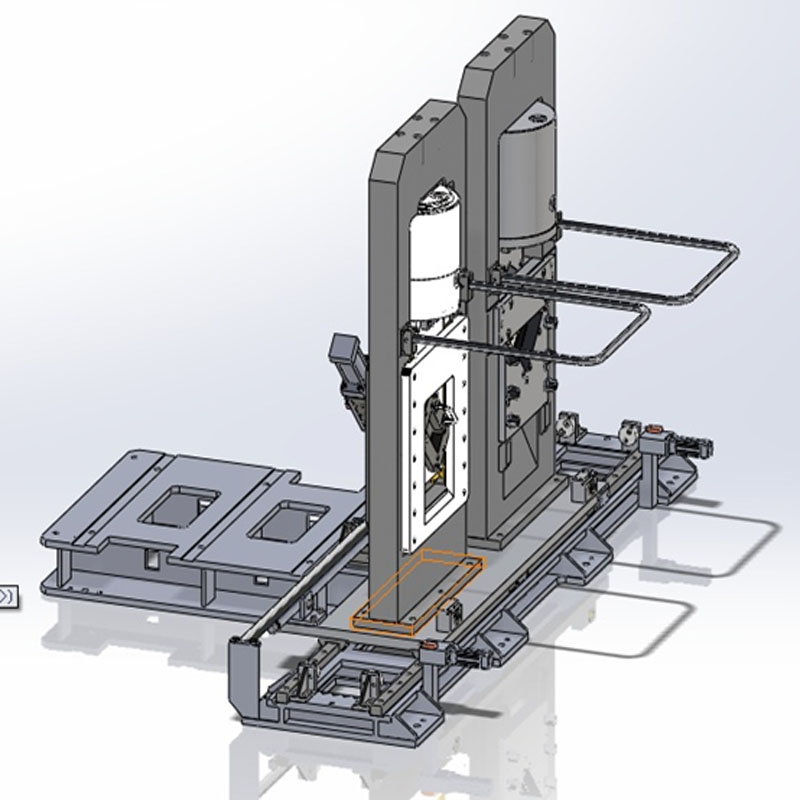
1. მთავარი მანქანა შედგება მარკირების განყოფილებისგან, დამჭრელი განყოფილებისგან და საჭრელი განყოფილებისგან
① მარკირების ბლოკს აქვს დახურული კორპუსი. ოთხი ურთიერთშემცვლელი სიმბოლოიანი კასეტით, თითოეულ კასეტას შეუძლია 10 სიმბოლოს განთავსება; არხის ფოლადის მასალის მარკირება შესაძლებელია მხოლოდ ქსელზე.
② საჭრელი მოწყობილობა დახურულ კორპუსს იყენებს, რომელსაც შეუძლია მასალაზე სხვადასხვა დიამეტრის სამი ხვრელის (მრგვალი და ოვალური) გაბურღვა.
③ საჭრელი მოწყობილობა შედგება ორი საჭრელი მოწყობილობისგან: ბრტყელი ზოლის საჭრელი და არხის საჭრელი. ერთი პირით საჭრელი მექანიზმი გამოიყენება სისუფთავის, საჭრელი უფსკრულის მოსახერხებელი რეგულირებისა და მასალის დაზოგვის უზრუნველსაყოფად.
2. მასალა დამაგრებულია პნევმატური დამჭერით და სწრაფად მოძრაობს პოზიციონირებისთვის. მასალა ამოძრავებულია სერვოძრავით და გადაცემათა კოლოფით, მაღალი პოზიციონირების სიზუსტით.
3. განივი კონვეიერი შედგება ოთხი ჯაჭვისგან გადასაადგილებელი ბლოკებითა და ჩარჩოს კორპუსით, ხოლო ჯაჭვი ამოძრავებულია ძრავით რედუქტორის მეშვეობით.
4. გამომავალი კონვეიერი შედგება კონვეიერისა და ცილინდრისგან. მას შემდეგ, რაც დასრულებული მასალა გამოვა მანქანის ძირითადი ნაწილიდან, ის ბრუნავს და იგზავნება წარმოების ხაზიდან.
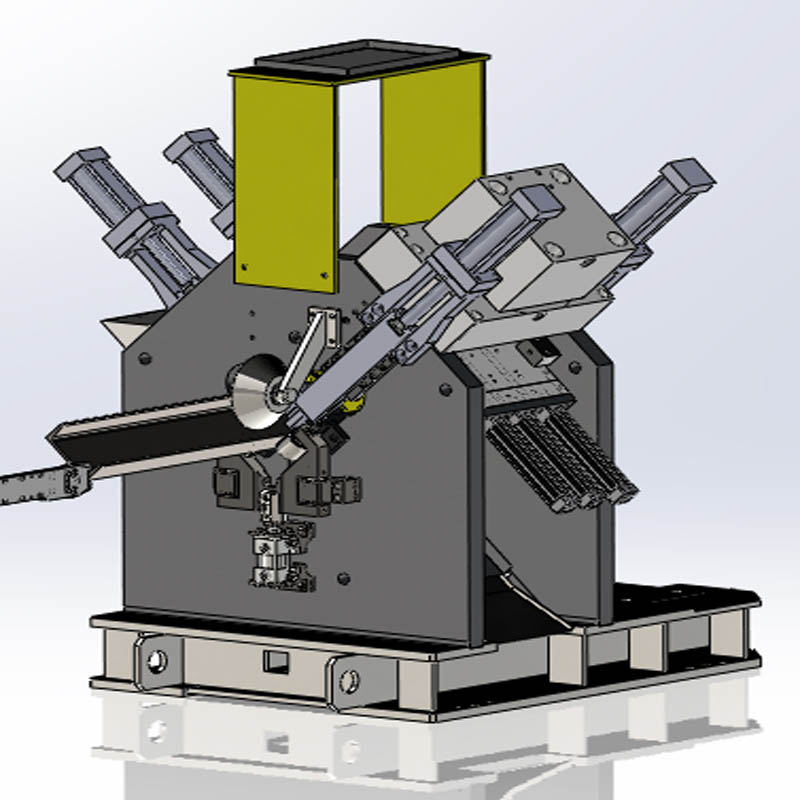
5. მანქანას აქვს სამი CNC ღერძი: კვების ურიკის მოძრაობა და პოზიციონირება და პერფორატორის ხელსაწყოების ზემოთ და ქვემოთ მოძრაობა და პოზიციონირება.
6. კომპიუტერული პროგრამირება მარტივია და შეუძლია მასალის გრაფიკისა და ხვრელის პოზიციის კოორდინატების ზომის ჩვენება, რაც მოსახერხებელია შემოწმებისთვის. გამოყენებულია ზედა კომპიუტერული მართვა, რაც მნიშვნელოვნად ამარტივებს პროგრამის შენახვას და გამოძახებას; გრაფიკულ ჩვენებას; ხარვეზების დიაგნოსტიკას და დისტანციურ კომუნიკაციას.
7. ჰიდრავლიკური ენერგიის ბლოკის გაგრილების რეჟიმი: წყლით გაგრილება ან ჰაერით გაგრილება (სურვილისამებრ).
| NO | სახელი | ბრენდი | ქვეყანა |
| 1 | ცვლადი ცვლადი ძაბვის სერვოძრავა | დელტა/შნაიდეr | ტაივანი, ჩინეთი / საფრანგეთი |
| 2 | სააქციო საზოგადოება | იოკოგავა/შნეიდეr | იაპონია / საფრანგეთი |
| 3 | შეყვანის მოდული | იოკოგავა/შნეიდეr | იაპონია / საფრანგეთი |
| 4 | გამომავალი მოდული | იოკოგავა/შნეიდეr | იაპონია / საფრანგეთი |
| 5 | პოზიციონირების მოდული | იოკოგავა/შნეიდეr | იაპონია / საფრანგეთი |
| 6 | კონტაქტორი | სიმენსი | გერმანია |
| 7 | ძრავის გადამრთველი | სიმენსი | გერმანია |
| 8 | საყრდენი ჯაჭვი | კაბელი | გერმანია |
| 9 | ელექტრომაგნიტური განტვირთვის სარქველი | ატოსი | იტალია |
| 10 | შემშვები სარქველი | ატოსი | იტალია |
| 11 | ელექტროჰიდრავლიკური მიმართულების სარქველი | JUSTMARK | ტაივანი, ჩინეთი |
| 12 | დრაგ ფირფიტა | AirTAC | ტაივანი, ჩინეთი |
| 13 | ჰაერის სარქველი | AirTAC | ტაივანი, ჩინეთი |
| 14 | ცილინდრი | SMC | იაპონია |
| 15 | დუპლექსი | SMC | იაპონია |
შენიშვნა: ზემოთ ჩამოთვლილი ჩვენი სტანდარტული მომწოდებელია. თუ ზემოაღნიშნული მომწოდებელი რაიმე განსაკუთრებული მიზეზის გამო ვერ უზრუნველყოფს კომპონენტების მიწოდებას, ის შეიძლება შეიცვალოს სხვა ბრენდის იმავე ხარისხის კომპონენტებით.



კომპანიის მოკლე პროფილი  ქარხნის ინფორმაცია
ქარხნის ინფორმაცია  წლიური წარმოების მოცულობა
წლიური წარმოების მოცულობა  სავაჭრო უნარი
სავაჭრო უნარი 

