



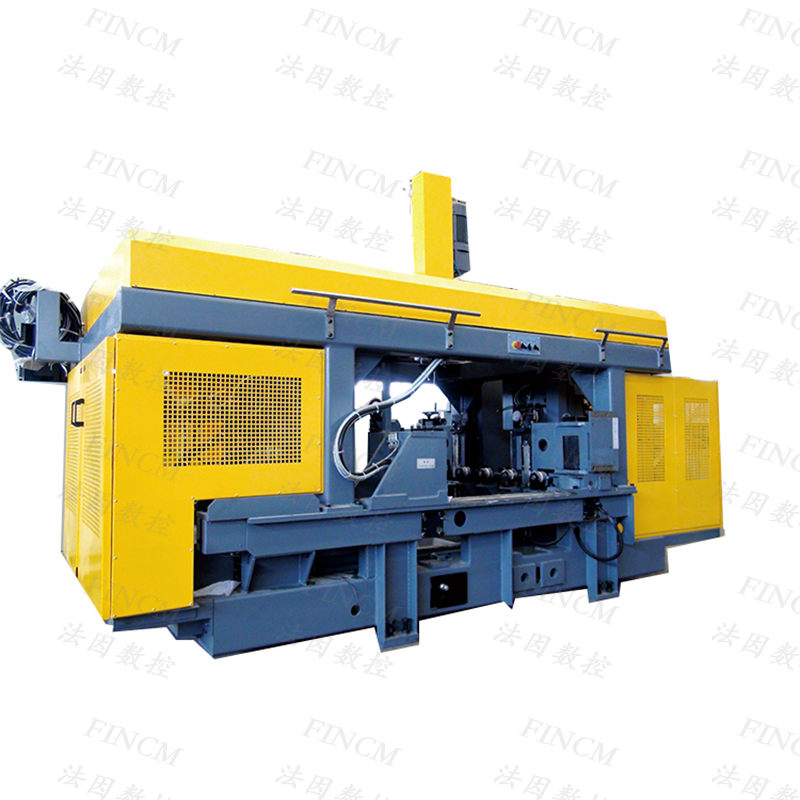




SWZ1250C FINCM სტრუქტურული ბურღვის H-სხივის დამუშავების მანქანა




| არა. | პარამეტრის სახელი | ერთეული | პარამეტრის მნიშვნელობა | შენიშვნა | ||
| 1 | ფოლადი | mm | 150x75~1250x600 |
| ||
| 2 | სისქე | mm | ≤80 |
| ||
| 3 | სიგრძე | m | 15 მ | კონფიგურაცია მომხმარებლის მოთხოვნის შესაბამისად | ||
| 4 | მოკლე მასალის ლიმიტი | mm | ავტომატური დამუშავება ≥3000 |
| ||
| ხელით დამუშავება: 690~3000 | ||||||
| 6 | რაოდენობა |
| 3 |
| ||
| 7 | ბურღვის ხვრელი დიაპაზონი | ფიქსირებული მხარე, მოძრავი მხარე | mm | 12 დან 26.5 დან 12 დან 26.5 დან |
| |
| შუალედური ერთეული | mm | 12 დან 33.5 დან 12 დან 33.5 დან 12 მდე |
| |||
| 9 | ღერძის სიჩქარე | ბრ/წთ | 180~560 |
| ||
| 10 | სწრაფად შეცვალეთ ბარათის თავი | / | მორზეს კონუსისებრი ხვრელი 3#、、4# | შეიძლება 2-ზე გადაცვლა# | ||
| 11 | ღერძული ინსულტი | ფიქსირებული მხარე, მოძრავი მხარე | mm | 140 |
| |
| შუალედური ერთეული | mm | 240 |
| |||
| 12 | ღერძული საკვების სიჩქარე | მმ/წთ | 20~300 |
| ||
| 13 | გადაადგილების მანძილი | თითოეული შპინდელი სამუშაო ნაწილის სიგრძის მიმართულებითაა | mm | 520 |
| |
| ღერძის ორივე მხარე ზემოთ და ქვემოთ მიმართულებით | mm | 35~570 | სამუშაო ნაწილის ქვედა სიბრტყიდან | |||
| შუალედური ერთეული სამუშაო ნაწილის სიგანის მიმართულებითაა | mm | 45~1160 | მონაცემის მხრიდან | |||
| 14 | შეკუმშული ჰაერი + საჭრელი სითხე | / | / |
| ||
| 15 | ჰაერის წნევა | მპა | ≥0.5 | |||
| 16 | ხვრელების ჯგუფში მიმდებარე ხვრელების დაშორების შეცდომა | mm | ≤0.5 |
| ||
| 17 | კვების შეცდომა 10 მ სიგრძის ფარგლებში | mm | ≤1 |
| ||
| 18 | საწვავის ავზის მოცულობა | ლ | 50 |
| ||
| 19 | ხვრელების ჯგუფში მიმდებარე ხვრელების მანძილის შეცდომა | mm | ≤±0.5 |
| ||
| 20 | მიმდებარე კვების მანძილის სიზუსტე 10 მეტრის ფარგლებში | mm | ≤±1 |
| ||
| 21 | სამფაზიანი ასინქრონული ძრავა ღერძის ბრუნვისთვის | kW | 4x3 | შპინდელების რაოდენობა 3 | ||
| 22 | შუალედური ბლოკის X-ღერძიანი სერვოძრავა | kW | 0.85 |
| ||
| 23 | შუალედური ბლოკის Z-ღერძის სერვოძრავა | kW | 1.3 |
| ||
| 24 | ფიქსირებული გვერდითი და მობილური X-ღერძიანი სერვოძრავა | kW | 0.85x2 |
| ||
| 25 | ფიქსირებული გვერდითი და მობილური გვერდითი Y-ღერძის სერვოძრავა | kW | 1.3x2 |
| ||
| 26 | მოძრავი ვაგონის სამფაზიანი ასინქრონული ძრავა | kW | 0.55 |
| ||
| 27 | გადაჭარბებული განზომილება | mm | დაახლოებით 4800×2400×3300 |
| ||
| 28 | წონა | kg | დაახლოებით 7000 |
| ||
ელექტრო სისტემა
1). PLC გამოიყენება CNC-ის თითოეული ღერძის პოზიციონირების, მასალის აღმოჩენისა და ბურღვის და სხვა მექანიზმის მოქმედებების გასაკონტროლებლად. PLC მართვის სისტემა ახორციელებს მაღალსიჩქარიან დამუშავებას და აუმჯობესებს სისტემის რეაგირების სიჩქარეს.
2). CNC კვების მოწყობილობა (საკვების ურიკა) იყენებს სრულ დახურულ მარყუჟულ კონტროლს, რათა უზრუნველყოს კვების სიზუსტე დიდ მანძილზე მიწოდების დროს; სხვა პოზიციონირების CNC ღერძები იყენებენ ნახევრად დახურულ მარყუჟულ კონტროლს, რათა უზრუნველყონ დაზგის პოზიციონირების სიზუსტე და სტაბილურობა.
3). რეალურ დროში მონიტორინგის ფუნქცია.
4). მასალის პროგრამირების მრავალფეროვანი მეთოდები.
5). გრაფიკული ჩვენების ფუნქცია.

1. ჰორიზონტალური და ვერტიკალური ბურღვისთვის სამი ავტომატური მართვის მქონე ბურღვის ელექტრო თავი დამონტაჟებულია შესაბამისად სამ NC მოცურების ბლოკზე. სამ ბურღვის ელექტრო თავს შეუძლია დამოუკიდებლად ან ერთდროულად მუშაობა.
2. თითოეული საბურღი თავის შპინდელის ბრუნვის სიჩქარე კონტროლდება სიხშირის გადამყვანით და რეგულირდება უსაფეხუროდ; მიწოდების სიჩქარე უსაფეხუროდ რეგულირდება სიჩქარის მარეგულირებელი სარქველით, რომლის სწრაფად რეგულირება შესაძლებელია ფართო დიაპაზონში მასალისა და საბურღი ხვრელის დიამეტრის მიხედვით.
3. მასალა ფიქსირდება ჰიდრავლიკური დამჭერი მექანიზმით.

4. მანქანა აღჭურვილია მასალის სიგანისა და ქსელის სიმაღლის აღმომჩენი მოწყობილობით, რომელსაც შეუძლია ავტომატურად კომპენსირება გაუკეთოს მასალის არარეგულარული კონტურით გამოწვეულ დამუშავების შეცდომას და გააუმჯობესოს დამუშავების სიზუსტე.
5. მანქანა აღჭურვილია აეროზოლური გაგრილების სისტემით, რომელსაც აქვს გამაგრილებლის ნაკლები მოხმარების, ხარჯების დაზოგვის და ფრთის ნაკლები ცვეთის უპირატესობები.
| არა. | სახელი | ბრენდი | ქვეყანა |
| 1 | ხაზოვანი სახელმძღვანელო ლიანდაგი | HIWIN/CSK | ტაივანი (ჩინეთი) |
| 2 | ელექტრომაგნიტური ჰიდრავლიკური სარქველი | ATOS/YUKEN | იტალია/იაპონია |
| 3 | ჰიდრავლიკური ტუმბო | ჯასტმარკი | ტაივანი (ჩინეთი) |
| 4 | სერვოძრავა | პანასონიკები | იაპონია |
| 5 | სერვოდრაივერი | პანასონიკები | იაპონია |
| 6 | სააქციო საზოგადოება | მიცუბიში | იაპონია |
| 7 | სპრეის გაგრილების ტუმბო | ბიჯური | აშშ |
| 8 | მოქნილი გაფართოების საქშენი | ბიჯური | აშშ |
| 9 | პნევმატური სოლენოიდური სარქველი | AIRTAC | ტაივანი (ჩინეთი) |
| 10 | ცენტრალიზებული შეზეთვა | ჰერგ/ბიჯური | იაპონია/აშშ |
| 11 | კომპიუტერი | ლენოვო | ჩინეთი |
შენიშვნა: ზემოთ ჩამოთვლილი ჩვენი მუდმივი მომწოდებელია. თუ ზემოაღნიშნული მომწოდებელი ვერ უზრუნველყოფს კომპონენტების მიწოდებას რაიმე განსაკუთრებული შემთხვევის გამო, ის შეიძლება შეიცვალოს სხვა ბრენდის იმავე ხარისხის კომპონენტებით.
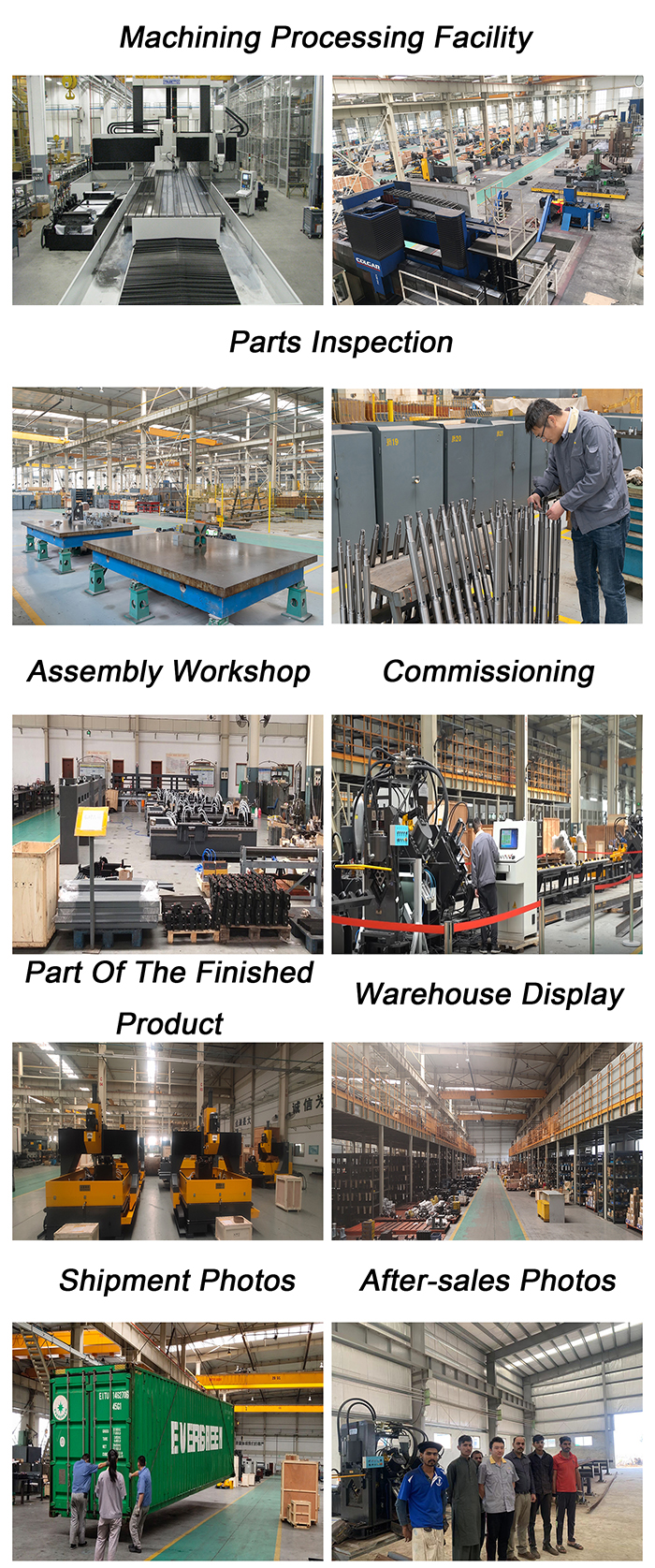



ჩვენი კომპანია აწარმოებს CNC მანქანებს სხვადასხვა ფოლადის პროფილების დასამუშავებლად, როგორიცაა კუთხის ზოლების პროფილები, H სხივები/U არხები და ფოლადის ფირფიტები.
| ბიზნესის ტიპი | მწარმოებელი, სავაჭრო კომპანია | ქვეყანა / რეგიონი | შანდონგი, ჩინეთი |
| ძირითადი პროდუქტები | საკუთრება | კერძო მფლობელი | |
| თანამშრომლების საერთო რაოდენობა | 201 – 300 ადამიანი | წლიური შემოსავლის ჯამი | კონფიდენციალური |
| დაარსების წელი | 1998 წელი | სერტიფიკატები (2) | |
| პროდუქტის სერტიფიკატები | - | პატენტები (4) | |
| სავაჭრო ნიშნები (1) | მთავარი ბაზრები |
|
| ქარხნული ზომა | 50,000-100,000 კვადრატული მეტრი |
| ქარხნის ქვეყანა/რეგიონი | №2222, საუკუნის გამზირი, მაღალტექნოლოგიური განვითარების ზონა, ჯინანის ქალაქი, შანდონგის პროვინცია, ჩინეთი |
| წარმოების ხაზების რაოდენობა | 7 |
| კონტრაქტული წარმოება | შემოთავაზებული OEM სერვისი, შემოთავაზებული დიზაინის სერვისი, შემოთავაზებული მყიდველის ეტიკეტი |
| წლიური გამომავალი ღირებულება | 10 მილიონი აშშ დოლარი – 50 მილიონი აშშ დოლარი |
| ქარხნული ზომა | 50,000-100,000 კვადრატული მეტრი |
| ქარხნის ქვეყანა/რეგიონი | №2222, საუკუნის გამზირი, მაღალტექნოლოგიური განვითარების ზონა, ჯინანის ქალაქი, შანდონგის პროვინცია, ჩინეთი |
| წარმოების ხაზების რაოდენობა | 7 |
| კონტრაქტული წარმოება | შემოთავაზებული OEM სერვისი, შემოთავაზებული დიზაინის სერვისი, შემოთავაზებული მყიდველის ეტიკეტი |
| წლიური გამომავალი ღირებულება | 10 მილიონი აშშ დოლარი – 50 მილიონი აშშ დოლარი |
| სალაპარაკო ენა | ინგლისური |
| სავაჭრო დეპარტამენტის თანამშრომლების რაოდენობა | 6-10 ადამიანი |
| საშუალო მიწოდების დრო | 90 |
| ექსპორტის ლიცენზიის რეგისტრაციის ნომერი | 04640822 |
| წლიური შემოსავლის ჯამი | კონფიდენციალური |
| ექსპორტის მთლიანი შემოსავალი | კონფიდენციალური
|
პროდუქტების კატეგორიები
-

SWZ400/9 CNC მრავალშპინდელიანი საბურღი მანქანა...
-

BHD სერიის CNC მაღალსიჩქარიანი საბურღი მანქანა ...
-

BHD1005A/3 FINCM CNC სამმხრივი მაღალსიჩქარიანი საბურღი...
-

BHD1207C/3 FINCM მრავალშპინდლიანი CNC საბურღი ...
-

CNC სხივური სამგანზომილებიანი საბურღი მანქანა
-

BHD700/3 FINCM ფოლადის H-სხივების ავტომატური სტრუქტურა...